Khi chúng ta nói đến cơ khí, thì ren là cái được ứng dụng trong mọi mối lắp ghép trong cơ khí, cho nên khi đã làm việc trong môi trường cơ khí, thì bắt buộc bạn phải biết được cách đo ren như thế nào
Ren gồm nhìu loại ren nhưng được sử dụng phổ biến ở nước ta là :
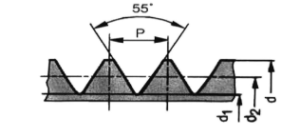
Profin của ren là tam giác cân, góc ở đỉnh là 55°. Đường kính được đo bằng đơn vị inch. Bước ren được đặc trưng bằng số ren trên chiều dài 1 inch.
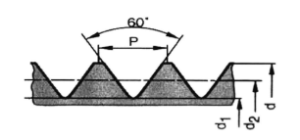
Profin của ren là tam giác đều, góc ở đỉnh là 60° . Ren hệ mét ký hiệu là M. Kích thước của ren hệ mét được đo bằng milimét. Ren hệ met phận loại là ren bước lớn và ren bước nhỏ. Ký hiệu của ren bước lớn là chữ M kèm theo kích thước về đường kính: M14, M16…. Còn ký hiệu của ren bước nhỏ thì công thêm chỉ số về bước ren: ví dụ: M10x0.75 ; M12x1…..
Nên khi đo ren thì bạn phải phân biệt rõ
Những dụng cụ cần để đo ren
Khi đo ren người ta thường dụng : Thước cặp, Panme đo ren, Dưỡng đo ren, hoặc là sử dụng các thiết bị chuyên dụng cao siêu hơn
1 Thước cặp

a. Xác định giá trị danh nghĩa của ren: Ta đo đường kính ngoài của trục ren tương tự như khi đo trục trơn để xác định giá trị danh nghĩa của ren.
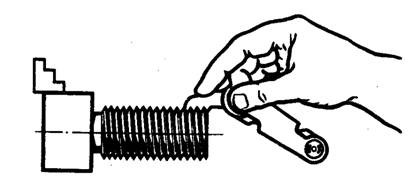
b. Xác định bước ren: Dùng thước lá hay thước cặp đo khoảng cách của 10 hay 20 bước ren, lấy khoảng cách đo được chia cho 10 hoặc 20 để xác định bước ren.
2 Panme đo ren

Bằng phương pháp này ta chỉ xác định được gia trị danh nghĩa của ren
3 Dưỡng đo ren
Bằng dưỡng đo ren người ta chỉ có thể xác định bước ren
Kiểm tra ren

Trong sản suất hàng loạt, để kiểm tra ren người ta thường dùng Ca líp giới hạn. Ren ngoài người ta dùng ca lip vòng, ren trong người ta dùng calip trục. Calip giới hạn có hai đầu: Đầu lọt có biên dạng ren chính xác, khi kiểm tra ta vặn hết chiều dài của đoạn ren cần kiểm tra. Đầu không lọt có khoảng 2 – 3 vòng ren với biên dạng ren co hẹp lại, đầu này chỉ có thể vặn vào ren kiểm tra có kích thước đúng không quá 1 -2 vòng ren.

Cập nhật lúc 13:58 – 30/09/2018
Các bạn cho tôi cách tính modun bánh răng trụ nghiêng.
Thanks and Best regards