
Vật liệu gốm là vật liệu vô cơ, chế tạo từ dạng hạt sau đó ép định hình và nung thiêu kết ta thu được sản phẩm. Cấu tạo gồm 3 pha:
– Pha tinh thể quyết định tính chất lý hóa của vật liệu.
– Pha thủy tinh ở dạng vô định hình, có tác dụng liên kết các hạt tinh thể, làm giảm độ bền nhưng dễ chế tạo.
– Pha khí tạo bở khe hở giữa các hạt. Tùy thuộc yêu cầu công nghệ mà có tỷ lệ pha lớn hay nhỏ.
Bản chất và phân loại:
Gốm là vật liệu nhân tạo có sớm nhất trong lịch sử loài người. Khởi đầu khái niệm gốm được dùng để chỉ vật liệu chế tạo từ đất sét, cao lanh (gốm đất nung).
Về sau, cùng với sự phát triển của khoa học kỹ thuật, khái niệm này được mở rộng và bao gồm thêm đồ sứ, các vật liệu trên cơ sở ôxit (ví dụ gốm Al2O3) và các chất vô cơ không phải là ôxit (ví dụ SiC).
Khái niệm gốm có liên quan đến hai nội dung: phương pháp công nghệ và đặc điểm tổ chức.
Phương pháp công nghệ gốm điển hình là phương pháp thiêu kết bột (như hợp kim bột): khi tạo hình nguyên liệu dạng bột có liên kết tạm thời, sau đó được nung lên nhiệt độ cao để liên kết khối.
Tổ chức điển hình của gốm là đa pha. Nói đa pha vì hai pha chính tạo nên gốm là pha tinh thể và pha vô định hình, trong đó pha vô định hình phân bố xen giữa các vùng pha tinh thể và gắn kết chúng lại với nhau.
Tỷ lệ giữa hai pha này trong các sản phẩm sẽ khác nhau, ví dụ tỷ lệ pha vô định hình trong gạch ngói là 20 – 40%, trong sứ – 50 – 65%, gốm Al2O3 < 1%.
Ngoài hai pha chính ra trong gốm luôn luôn có lỗ xốp (trong gạch: 10 – 50%, gốm nhẹ: > 40%, sứ: < 5%) mà tỷ lệ, hình dạng, kích thước và sự phân bố có ảnh hưởng rõ rệt đến các tính chất như độ bền cơ học, độ dẫn nhiệt, khả năng hút nước.
Ví dụ môđun đàn hồi E giảm đi theo sự tăng lên của thể tích rỗ xốp P theo biểu thức
E = E0 (1 – 1,9P + 0,9P2)
Trong đó E0 là môđun đàn hồi của gốm đặc, không lỗ xốp.
Theo thành phần hóa học có thể có các loại gốm sau: gốm silicat, gốm ôxit, gốm không phải ôxit và gốm chịu lửa.
Các loại gang thường được sử dụng
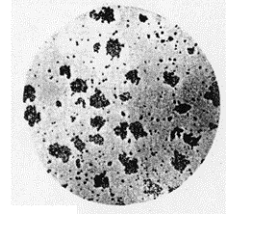
+ Gang cầu

Các nước đều đánh số các mác gang cầu theo giới hạn bền kéo tối thiểu theo kG/mm2 (xx) hay MPa (xxx), riêng Hoa kỳ theo ksi (xxx), cũng có khi còn thêm chỉ tiêu cơ tính thứ hai là giới hạn chảy tối thiểu và nếu có chỉ tiêu thứ ba là độ giãn dài (δ%) tối thiểu thì thứ tự là σb – σ0,2 – δ.
TCVN 1659-75 có quy định ký hiệu gang cầu bằng GC xx-xx (trong đó các nhóm số lần lượt là giới hạn bền tối thiểu tính theo đơn vị kG/mm2 và độ giãn dài tối thiểu tính theo %) giống như của ΓOCT 7393-70 là BЧxx-xx.
Nhưng theo ΓOCT 7393-85 có các mác BЧ40, BЧ50, BЧ60, BЧ70, BЧ80 (chỉ ký hiệu giới hạn bền).
Theo tiêu chuẩn SAE J434c có các mác D4018, D4512, D5506, D7003, trong đó hai chữ số đầu chỉ σb (min) theo đơn vị ksi, hai chữ số sau chỉ δ (min) theo %.
Ví dụ, D4512 có σb ≥ 45ksi và δ≥12%. Tiêu chuẩn ASTM có các class: 60-40-18, 65-45-12, 80-60-03, 100-70-03, 120-90-02, ba cặp số đó lần lượt chỉ giá trị tối thiểu của σb, σ0,2 (ksi), δ (%).
JIS có các mác FCD370, FCD400, FCD450, FCD500, FCD600, FCD700, FCD800, trong đó số chỉ σb (min) theo đơn vị MPa.
Mác gang cầu ferit BЧ40 với độ bền thấp, σb ≤ 400MPa, độ dẻo khá cao (δ = 15%) ít được dùng.
Mác gang cầu ferit – peclit BЧ50 với σb trong khoảng 450 – 500MPa, có độ dẻo trung bình, δ = 5 – 10%, được dùng làm các chi tiết thông thường thay thép nói chung.
Mác gang cầu peclit BЧ60 với σb trong khoảng 550 – 600MPa có độ dẻo nhất định, δ = 2%, được dùng làm trục khuỷu, trục cán.
Các mác gang cầu BЧ70, BЧ80 với σb ≥ 600MPa là loại gang cầu tôi đẳng nhiệt ra bainit, được dùng làm các chi tiết quan trọng.
Công dụng chủ yếu của gang cầu là dùng làm các chi tiết vừa chịu tải trọng kéo và va đập cao (như thép) đồng thời lại dễ tạo hình bằng phương pháp đúc.
Chi tiết quan trọng điển hình làm bằng gang cầu là trục khuỷu. Đó là chi tiết có hình dạng phức tạp, chịu tải trọng lớn và va đập, chịu mài mòn khi làm bằng thép (ví dụ C45) phải dùng các phôi thép lớn qua rèn ép trên các máy ép lớn tạo ra phôi gia công với lượng dư lớn, tốn công cắt, nếu thay bằng gang cầu thiết bị sử dụng có phần đơn giản hơn tạo ra được vật đúc gần với thành phẩm hơn do đó chi phí gia công thấp hơn.
Hơn nữa sau khi cùng tôi bề mặt, cổ trục khuỷu gang cầu có tính chống mài mòn cao hơn so với thép. Các hãng xe hơi nổi tiếng đã dung gang cầu trong động cơ xe du lịch và tải nhỏ.
Trong thời gian gần đây gang cầu với sản lượng khá lớn được dùng để chế tạo ống nước (đường kính lớn) dùng trong xây dựng cơ bản vì nó có ưu điểm hơn so với các vật liệu thường dùng trước đây là gang xám và thép.
Tuy gang xám dễ chế tạo (nấu chảy, đúc, rẻ) song do cơ tính thấp không chịu đựng được áp suất nước trong ống dẫn cao tới hàng chục at trong thời gian dài (lúc đó nước thẩm thấu qua grafit tấm dài với bề mặt lớn dễ đánh thủng phần nền kim loại mỏng xen giữa các tấm, gây rò rỉ, phá hủy). Còn thép khó đúc hơn do nhiệt độ chảy cao, co ngót lớn).
Gang Xám

Các nước đều đánh số các mác gang theo giới hạn bền kéo tối thiểu theo kG/mm2 (xx) hoặc MPa (xxx), riêng Mỹ theo ksi (xxx).
TCVN 1659-75 quy định ký hiệu các mác gang là GX xx-xx, trong đó hai nhóm số lần lượt chỉ giới hạn bền kéo và giới hạn bền uốn tối thiểu tính theo kG/mm2 giống như ΓOCT 1412-70 là CЧxx-xx.
Nhưng theo ΓOCT 1412-85 các mác gang xám gồm có: CЧ10, CЧ15, CЧ20, CЧ25, CЧ30 và CЧ35 (chỉ ký hiệu giới hạn bền).
Ở Hoa Kỳ thường dùng hai tiêu chuẩn SAE và ASTM. Tiêu chuẩn SAE J431 có các mác: G1800, G2500, G3000, G3500, G4000, trong đó số chỉ giới hạn bền tối thiểu tính theo đơn vị 10psi, ví dụ G3000 có σb ≥ 30000psi hay 30ksi. Tiêu chuẩn ASTM có các class: 20, 25, 30, 35, 40, 45, 50, 55, 60 chỉ giới hạn bền theo đơn vị ksi.
JIS có các mác gang xám sau: FC100, FC150, FC200, FC250, FC300, FC350, trong đó số chỉ giới hạn bền tối thiểu tinh theo đơn vị MPa.
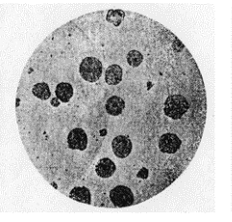
– Các mác gang có độ bền thấp, σb ≤ 150MPa, với nền ferit + grafit tấm thô như: CЧ10, CЧ15 được dùng làm các vỏ, nắp không chịu lực (chỉ để che chắn).
– Các mác gang có độ bền trung bình, σb = 150 – 200MPa, với nền ferit – peclit tấm tương đối thô như CЧ 20, CЧ25 được dùng làm các chi tiết chịu tải trọng nhẹ, ít chịu mài mòn như vỏ hộp giảm tốc, thân máy, bích, cacte, ống nước.
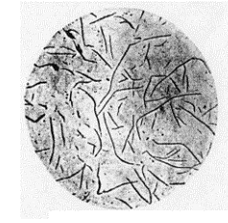
– Các mác gang có độ bền tương đối cao, σb = 200 – 300MPa, với nền peclit + grafit tấm nhỏ mịn qua biến tính như CЧ25, CЧ30 được dùng làm các chi tiết chịu tải trọng tương đối cao như bánh răng (bị động, tốc độ chậm), bánh đà, sơmi, xecmăng, thân máy quan trọng.
– Các mác gang có độ bền cao, σb ≥ 300MPa, với nền peclit nhỏ mịn và grafit tấm rất nhỏ mịn qua biến tính cẩn thận như CЧ30, CЧ35 được dùng làm các chi tiết chịu tải cao, chịu mài mòn như bánh răng chữ V, trục chính, vỏ bơm thủy lực.
Gang dẻo

Các nước thường đánh số các mác gang dẻo theo giới hạn bền kéo tối thiểu và độ giãn dài tương đối.
TCVN 1659-75 có quy định ký hiệu các mác gang dẻo bằng GZ xx-xx giống như ΓOCT 1215-79 là КЧxx-xx, trong đó cặp số đầu chỉ σb (min) theo đơn vị kG/mm2, cặp số sau chỉ δ (min) theo %.
Theo tiêu chuẩn này có các mác:
КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12 (gang dẻo ferit).
КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ63-3 (gang dẻo peclit).
ASTM có các class: 32510, 35018, 40010…, trong đó ba chữ số đầu chỉ σb (min) theo đơn vị ksi, hai chữ số sau chỉ δ (min) theo %. SAE có các mác:
M 3210, M 4504, M 5003, M 5503, M 7002, M 8501, trong đó hai số đầu chỉ σb (min) theo đơn vị 10psi, hai số sau chỉ δ (min) theo %.
JIS có các mác: gang dẻo lõi đen FCMB 270, FCMB 310, FCMB 340, FCMB 360; gang dẻo lõi trắng FCMW 330, FCMW 370, FCMWP 440, FCMWP 490, FCMWP 540, trong đó số chỉ σb (min) theo đơn vị MPa.
Những chi tiết làm bằng gang dẻo phải thỏa mãn đồng thời ba yêu cầu là: hình dạng phức tạp, thành mỏng, chịu va đập.
Chỉ cần không thỏa mãn một trong các yêu cầu trên việc chế tạo bằng gang dẻo hoặc là không thể được hoặc là không kinh tế, lúc đó làm bằng vật liệu khác rẻ hơn (ví dụ nếu không chịu va đập làm bằng gang xám, nếu hình dạng đơn giản làm bằng thép hàn…).